

聯系人:徐先生
手 機:13815557766
傳 真:0515-86530555
郵 箱:1047881325@qq.com
地 址:江蘇省建湖縣上岡產業園204國道西側緯三路南側
網 址: www.40244.cn
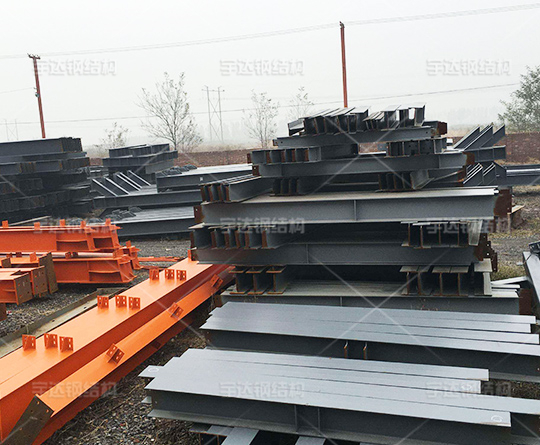
鋼質廠房具有造型美觀、色彩明目、建筑形體多樣、造價低、施工周期短、鋼構件生產工廠化、安裝施工方便、平面布置靈活等優點,同時,鋼質廠房重量輕,材料均勻,便于設計計算,可循環使用,越來越多地被現代工業廠房所采用。在鋼結構廠房工程中,焊接是一種比較常用的連接方式,框架結構可分為焊接和不焊接兩大部分,因此鋼結構廠房工程中單片鋼結構件廠家也可根據這兩方面的連接質量進行相應的施工方案,使鋼結構廠房工程的連接質量達到標準和要求。鋼結構現場工程應選擇專業焊接工人,部件焊接前使用的焊條、焊劑、藥芯焊絲、熔嘴應按產品說明書和焊接工藝文件規定烘烤保管。單片鋼結構件廠家使用的鋼材、焊接材料、焊接方法和焊后熱處理,應當根據評定報告進行評定。對設計要求全焊透的一個或兩個焊縫進行超聲波探傷,以進行內部缺陷檢查。超聲波探傷無法判斷缺陷時,應采用射線探傷檢查。

鋼結構工程以其工期短、跨度大、勞動強度低等優點在建筑工程中得到廣泛應用,目前建筑部提出在民用建筑中推進鋼結構,進入實施階段,大量鋼結構工程不斷出現,安全技術措施是保證鋼結構工程吊裝順利進行的前提,單片鋼結構件廠家通過一些大型鋼結構工程施工經驗的總結,簡要說明了鋼結構工程吊裝安全技術措施,供施工作參考。一、組織保證:建立安全保證體系,切實落實安全生產責任制,設立安全生產領導小組,設立專業安全檢查員,分工明確,負責人。二、資金和信息保證:(1)保證足夠的安全生產資金投入和物資投入。(2)單片鋼結構件廠家需建立完整可靠的安全生產信息系統,確保各類安全生產信息的傳遞、處理和反饋及時準確。三、安全技術保證:(1)主要施工部、作業點、危險區必須掛安全警告牌。夜間建設配有足夠的照明,電力線路必須由專業電工設置和管理,紅燈按規定警告,并按規定安裝應急照明。

結構變形檢測,測量結構或構件變形的常用儀器和工具有水準儀、經緯儀、錘球、鋼卷尺、棉線以及激光測位移計、紅外線測距儀、全站儀等。結構變形有許多類型,如梁、屋架的撓度、屋架傾斜、柱子側移,單片鋼結構件廠家需要根據測試對象采用不同的方法和儀器。測量小跨度的梁、屋架撓度時,可用拉鐵絲的簡單方法,也可選取基準點用水準儀測量。屋架的傾斜變位測量,單片鋼結構件廠家一般在屋架中部拉桿處從上弦固定吊錘到下弦處,測量其傾斜值并記錄傾斜方向。結構材料性能檢測,對鋼材的性能檢測主要是檢查裂紋、孔洞、夾渣等,對焊縫主要是檢查夾渣、氣泡、咬邊、燒穿、漏焊、未焊透以及焊腳尺寸不足等,對鉚釘或螺栓主要是檢查漏鉚、漏檢、錯位、錯排和掉頭。檢測方法主要是外觀檢查、X射線、超聲波探傷、磁粉探傷和滲透探傷。超聲波法檢測金屬材料時,要求頻率高、功率低,因此測試靈敏度高、測試精度好。超聲波探傷通常采用縱波探傷和橫波探傷(主要用于焊縫探傷)兩種方法。超聲波對鋼結構進行測試時,測量點光滑平坦。

鋼質工業廠房的設計是一項非常復雜的工作,它涉及到許多環節和內容,為提高結構設計的質量,應從防火、防腐、抗震、荷載設計以及安全經濟協調等方面不斷優化和完善,使整個工業鋼結構廠房的設計達到整體優化水平。(1)防火設計。在結構設計中,單片鋼結構件廠家應綜合考慮工業鋼結構廠房的主要用途和火災類型,并在此基礎上確定鋼結構廠房的消防等級,以保證按照規范和設計的基本要求進行消防設計的科學性和合理性。(2)防腐設計。在工業鋼結構車間的設計中,設計者應不斷提高自己的防腐意識和結構防腐概念,充分認識腐蝕對結構性能的負面影響,采取各種措施改進防腐設計。同時結合以往的工程案例,認真分析腐蝕問題產生的原因,較大限度的避免腐蝕問題的發生。另外,單片鋼結構件廠家在工程設計中,要對結構防腐蝕涂料進行科學的設計,提高其粘結性和疏水性,使氧、氧離子等與鋼結構中的金屬隔絕,從而不斷提高結構的防腐蝕性能。(3)抗震設計。鋼結構廠房抗震設計與廠方的質量及安全有著十分緊密的聯系。在設計工作中,一方面要為鋼結構車間提供足夠的活動空間,另一方面要提高結構應力,充分體現鋼結構的優點。基于水平結構和縱向結構,避免結構變形,進而提高結構的抗震性能。(4)荷載設計。負荷設計對專業性的要求很高,同時還需要據實際科學的計算方法完成數據計算,有效提高鋼結構負荷設計的準確性和科學性。(5)協調結構的安全性與經濟性。工廠化鋼結構廠房的結構設計,一方面要充分保證結構的安全性,另一方面要不斷提高其安全性。鋼結構現場內部裝飾比較簡單,施工方法的合理性、操作的便利性、結構配置的科學性對鋼結構現場的經濟性起著決定性的作用。

單片鋼結構件廠家不注意焊接速度、焊接電流、焊條直徑的協調使用。現象及危害:鋼結構廠房焊接時不注意控制焊接速度和焊接電流;焊條直徑和焊接位置應配合使用。對全熔融的角縫進行底部焊接時,根部尺寸狹窄,焊接速度過快,根部氣體、渣滓沒有足夠的時間排出,根部容易產生未熔融、渣滓、氣孔等缺陷的蓋面焊接時,焊接速度過快,容易產生氣孔的焊接速度過慢,焊接馀高過高,外形不整齊預防措施:鋼結構車間的焊接速度對焊接質量和焊接生產率有很大影響。焊接電流、焊接位置(打底焊、填充焊和蓋焊)、焊縫厚度和坡口尺寸應選擇合適的焊接速度。單片鋼結構件廠家在保證熔透、易排放氣體和焊渣、不燒穿、成形良好的前提下,應選擇較大的焊接速度,以提高生產率。

4.屋面開孔部位:彩鋼板屋面開孔時,既要解決外觀問題,又要解決屋面防水問題,這兩個問題都要根據開孔形式和彩鋼板類型來決定。該部位漏水的主要原因是鼓風機開孔未按設計節點進行防水處理,鋼堵塞頭未鋪設防水鼓風機開孔周圍預約范圍小,雨水流動不暢,容易積水的開孔周圍包圍沒有進行防水處理的開孔內周圍沒有加入構件,形成低凹陷積水的防水工程存在阻水現象,形成積水。5.檐口部位:屋檐部漏水問題的主要原因是,該部漏水的主要原因是屋頂外板沒有安裝泡沫,屋頂外板沒有下降的墻面外板長度不足,屋檐部沒有防水邊緣。6.天溝部位:搭接和橋接是漏水的兩個關鍵部位。鋼結構廠房屋面與鋼筋混凝土屋面相比,天溝深度較小,天溝與屋面之間沒有連續的防水結構。天溝積水時,單片鋼結構件廠家很難保證不漏水。這部分漏水的主要原因是:內天溝焊接處有縫隙,形成滲水;天溝、雨水管直徑設計過小,與車間坡度長度不匹配;陰溝盡頭沒有頭板;屋頂外板伸入天溝的長度不足,水會灌入廠房內部。7.雨蓬部位:該部位漏水的主要原因是雨蓬與附屬房間的接口部位處理不當的雨蓬與外墻之間沒有設置堵塞頭,或者沒有按照設計要求進入外墻板內。8.廠房與附房接口部位:滲漏的主要原因是單片鋼結構件廠家施工不合理,界面安裝不符合設計要求:9.磚墻與輕鋼屋面連接部位:這個部位容易形成漏水的危險,屋頂板和水泥墻面的結合部漏水,主要原因是應力不同步,結構墻和鋼板的粘接面破裂漏水。10.鋁合金窗戶部位:鋁窗與彩鋼墻和磚墻的連接部位是防水問題之一,該部位漏水的主要原因是墻面主房與鋁合金之間有間隙,窗戶下口與鋼結構現場、磚墻和窗玻璃與型材之間密封不嚴格的窗臺和桌面度有很大的間隙,或者有返水現象的窗戶上。


