

聯系人:徐先生
手 機:13815557766
傳 真:0515-86530555
郵 箱:1047881325@qq.com
地 址:江蘇省建湖縣上岡產業園204國道西側緯三路南側
網 址: www.40244.cn
多層鋼結構廠房的組成有以下幾種主要體系:(一)剛架結構,由于梁和柱構成多層跨剛架承受水平負荷,該結構在水平負荷作用下具有懸臂梁的整體側向位移和層間剪力引起的位移,變形較大。它的適用范圍不超過20-30層。梁和柱之間應作成剛性連接。層數不超過10-15時,工程鋼結構價格也可考慮用半剛性連接。(二)帶撐結構,兩根立柱之間設置斜撐,形成垂直懸臂桁架,比剛架結構承受水平荷載的能力更高。該結構適用于20-45層,梁柱可變為柔性連接、半剛性連接或剛性連接。(三)筒式結構,60層以上的鋼結構車間采用圓筒結構更經濟,建筑四面均構成框架,成為剛度較大的空間桁架體系。這種結構已經有效地用于110層的高聳房屋。筒式結構也可以不設置斜撐,在周圍四個面上密集排列柱子,形成空間剛架式筒體。它可以用到80層高度。筒式結構內部也可以使用電梯井作為內筒,與外簡一起承受水平力,中間的其他柱子只承受垂直負荷。(四)懸掛結構,該系統利用房屋中心內筒承受全部重力和水平負荷,內筒采用鋼筋混凝土或鋼筋混凝土組合結構,工程鋼結構價格采用滑動模具施工。筒頂有懸伸的桁架,樓板都用高強鋼材的拉桿掛在析架上。完成后的內筒可用于提升鋼結構,整個工程周期較短。通過以上對房屋鋼結構組成的簡單分析,我們可以看到,結構必須形成整個空間,能夠有效經濟地承受載荷,強度、穩定性和剛性高。如果主承重構件本身形成了一個空間整體,不需要額外的支撐,就可以實現一個非常有效的組合方案。結構方案的適宜性也與施工和材料供應條件密切相關。在實際工程中,應結合具體情況靈活運用上述基本類型。
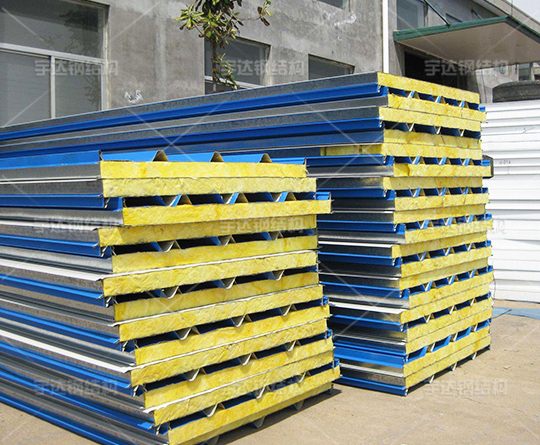
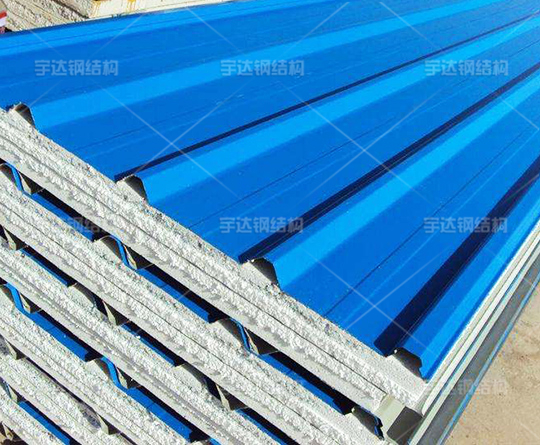
六、墻面夾心板安裝,墻板安裝時工程鋼結構價格應根據檁條的位置從一端進行,板材必須握緊后用螺釘固定,墻板的接縫應防水。當夾層板安裝時,在鋪設和調整位置時固定。七、檁條的安裝,薄壁鋼檁條由于重量輕,安裝時可以用起重機或人力起吊。安裝一個單元的鋼柱和屋面梁后,即可安裝屋面檁條,屋面檁條在安裝時用螺栓直接連接到檁條支撐板上。檁條的安裝誤差應在5mm以內。八、屋面板的安裝,(1)屋面板安裝(2)屋脊的安裝(3)泛水板的安裝九、鋼結構油漆,工藝流程。基層處理→涂防銹漆→刮膩子→涂磷化底漆→涂刷面漆。以上是鋼結構現場工程施工流程的全部介紹,從事鋼結構現場工作似乎對我們一般不接觸這方面工作的人來說并不困難,但實際上通過上述施工流程的介紹,工程鋼結構價格在建設鋼結構現場需要非常正確的計算,這也是為了保證住宅的安全,保障人員的安全。

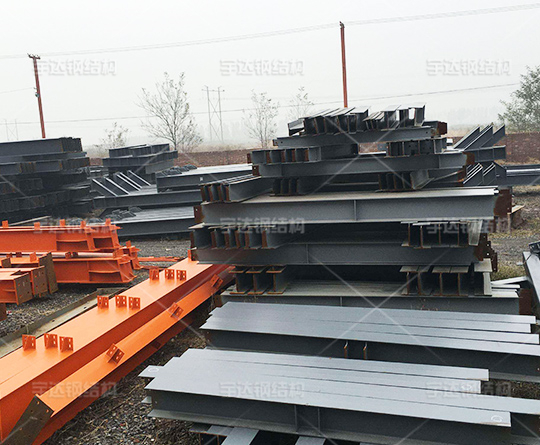
鋼結構現場吊車梁設計:吊車在吊車梁上移動,產生沿吊車梁三個方向的動荷載:縱向荷載、橫向水平荷載和縱向水平荷載。縱向水平荷載是指吊車剎車力,其沿軌道方向由吊車梁傳給柱間支撐,計算吊車梁截面時不予考慮。水平水平荷載分為兩端,工程鋼結構價格從軌道輪平均到軌道,其方向垂直于軌道,考慮了兩個方向的制動情況。計算重級工作制吊車梁及其制動結構的強度、穩定性以及連接(吊車梁、制動結構、柱相互間的連接)的強度時,應考慮吊車擺動引起的橫向水平力。豎向荷載在吊車梁垂直方向產生彎矩和剪力,水平荷載在吊車梁上翼緣平面產生水平方向的彎矩和剪力。吊車梁一般設計成簡支梁。如果連續梁設計能夠節約材料,但連續梁對支護沉降敏感,則基礎要求較高。工程鋼結構價格應采用的框架結構在結構形式上比較簡單,結構之間的傳輸力明確。盡管如此,還是有很多需要注意的問題。以上只列舉了幾點作為說明。在工程設計實踐中不斷探索,積累更多的工程設計經驗。
鋼質廠房具有造型美觀、色彩明目、建筑形體多樣、造價低、施工周期短、鋼構件生產工廠化、安裝施工方便、平面布置靈活等優點,同時,鋼質廠房重量輕,材料均勻,便于設計計算,可循環使用,越來越多地被現代工業廠房所采用。在鋼結構廠房工程中,焊接是一種比較常用的連接方式,框架結構可分為焊接和不焊接兩大部分,因此鋼結構廠房工程中工程鋼結構價格也可根據這兩方面的連接質量進行相應的施工方案,使鋼結構廠房工程的連接質量達到標準和要求。鋼結構現場工程應選擇專業焊接工人,部件焊接前使用的焊條、焊劑、藥芯焊絲、熔嘴應按產品說明書和焊接工藝文件規定烘烤保管。工程鋼結構價格使用的鋼材、焊接材料、焊接方法和焊后熱處理,應當根據評定報告進行評定。對設計要求全焊透的一個或兩個焊縫進行超聲波探傷,以進行內部缺陷檢查。超聲波探傷無法判斷缺陷時,應采用射線探傷檢查。

對有交叉焊縫的構件不注意焊接順序。現象、危害性:對于有交叉焊接的部件,工程鋼結構價格通過分析焊接應力的釋放和焊接應力對部件變形的影響,合理安排焊接順序,縱橫自由焊接,結果縱橫縫相互約束,產生較大的溫度收縮應力,板變形,板面凹凸不平防治措施:對有交叉焊縫的構件,應制定合理的焊接順序。當縱橫交叉焊縫有幾種時,先焊收縮變形較大的橫縫,再焊縱縫,這樣橫縫就不會受到縱縫的約束,從而可以不受約束地釋放橫縫的收縮應力,減少焊接變形,保證焊接質量,或者先焊對接焊縫,再焊角焊縫。2.型鋼桿件搭接接頭采用圍焊時,在轉角處連續施焊。現象、危害性:鋼結構廠房型鋼桿件與連續板搭接接頭采用圍焊時,采用先焊桿件兩側焊縫,后焊端頭焊縫,不連續施焊。這樣雖對減小焊接變形有利,但在桿件轉角處易產生應力集中和焊接缺陷,影響焊接接頭質量。預防措施:型鋼搭接采用環縫焊接時,應在轉角處連續焊接一次。工程鋼結構價格不要焊到轉角處又跑到另一側去焊接。4.要求等強對接,吊車梁翼緣板與腹板兩端不設引弧板和引出板。造成的危害:在對接焊縫、全熔透角焊縫、吊車梁翼緣板與腹板之間的焊縫中,不加引弧和引出處,極易造成起止端未熔合、未熔透、裂紋、夾渣、氣孔等缺陷,降低了起止點的強度,達不到設計要求。預防措施:焊接對接焊接、全熔透角焊接、起重機梁翼板和腹板焊接時,在焊接兩端設置引弧板和引出板,其作用是將兩端容易產生缺陷的部分引入工件外,切斷缺陷部分保證焊接質量。


