

聯系人:徐先生
手 機:13815557766
傳 真:0515-86530555
郵 箱:1047881325@qq.com
地 址:江蘇省建湖縣上岡產業園204國道西側緯三路南側
網 址: www.40244.cn
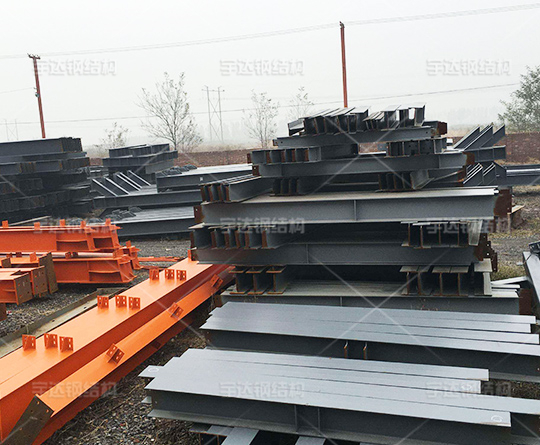
多層鋼結構廠房的組成有以下幾種主要體系:(一)剛架結構,由于梁和柱構成多層跨剛架承受水平負荷,該結構在水平負荷作用下具有懸臂梁的整體側向位移和層間剪力引起的位移,變形較大。它的適用范圍不超過20-30層。梁和柱之間應作成剛性連接。層數不超過10-15時,網架價格也可考慮用半剛性連接。(二)帶撐結構,兩根立柱之間設置斜撐,形成垂直懸臂桁架,比剛架結構承受水平荷載的能力更高。該結構適用于20-45層,梁柱可變為柔性連接、半剛性連接或剛性連接。(三)筒式結構,60層以上的鋼結構車間采用圓筒結構更經濟,建筑四面均構成框架,成為剛度較大的空間桁架體系。這種結構已經有效地用于110層的高聳房屋。筒式結構也可以不設置斜撐,在周圍四個面上密集排列柱子,形成空間剛架式筒體。它可以用到80層高度。筒式結構內部也可以使用電梯井作為內筒,與外簡一起承受水平力,中間的其他柱子只承受垂直負荷。(四)懸掛結構,該系統利用房屋中心內筒承受全部重力和水平負荷,內筒采用鋼筋混凝土或鋼筋混凝土組合結構,網架價格采用滑動模具施工。筒頂有懸伸的桁架,樓板都用高強鋼材的拉桿掛在析架上。完成后的內筒可用于提升鋼結構,整個工程周期較短。通過以上對房屋鋼結構組成的簡單分析,我們可以看到,結構必須形成整個空間,能夠有效經濟地承受載荷,強度、穩定性和剛性高。如果主承重構件本身形成了一個空間整體,不需要額外的支撐,就可以實現一個非常有效的組合方案。結構方案的適宜性也與施工和材料供應條件密切相關。在實際工程中,應結合具體情況靈活運用上述基本類型。
纖維復合加固法在我國引入時間較短,但已明顯顯示出其優勢,成為科研院所和高校的研究熱點,并在實踐中得到廣泛應用。尤其是粘結纖維加固法比預應力纖維加固法和嵌入式纖維加固法更加成熟,應用更加廣泛。根據目前的研究現狀,這三種纖維增強方法需要解決的共同問題主要有:這三種纖維增強方法需要解決的共同問題有:1、纖維材料加固構件的長期受力性能及節點纖維材料加固性能的研究;2、纖維增強結構在高溫下嚴重退化,網架價格如何提高增強材料的性能和增強構件的耐火耐溫措施是一個值得研究的課題;3、如何簡化施工技術,加強質量保證,降低工程成本是非常迫切的。總之,網架價格為了保證鋼結構工程在正常設計和施工后的可靠性,施工單位應在使用階段定期對鋼結構進行檢查或維修,必要時委托專業機構進行可靠性鑒定,以保證鋼結構的安全性、適用性和耐久性。近年來,隨著科學技術的發展,出現了新的加固材料和加固方法,這些技術具有明顯的優勢得到了廣泛的應用,但是不清楚新的加固方法和新技術能否取代傳統的加固方法。在開發新技術的同時,要互補各種加固方法的優勢,取長補短,發展加固技術,為建筑加固提供實用可靠的技術支持。
鋼結構施工的過程控制及管理,3.1施工放線是整個施工的基礎,網架價格在這個階段檢查建筑物的定位軸線、基礎軸線和標高、地腳螺栓的位置等,在定位剛性框架時,為了避免剛性框架的柱腳與螺栓的碰撞,減少剛性框架柱底面的變形,減少與基礎混凝土的接觸面和螺栓的彎曲變形,使螺栓變直后給螺栓帶來的強度損失。還要再次進行基礎檢測并辦理交接驗收。3.2網架價格在基礎混凝土中埋入螺栓時,要仔細檢查螺栓的大小、長度、高度和位置,預先用黃油和塑料薄膜包裹螺栓的絲口部分,以免混凝土澆筑時污染螺栓的絲口,澆筑后立即清掃埋入螺栓和絲口的殘留混凝土。3.3鋼結構的加工制造是整個施工過程的中心環節,它直接決定鋼結構最終的適用性和結構性能,所以從材料檢查到后期的鋼質涂刷都要嚴格把關。3.4安裝。3.5鋼結構油漆。鋼結構廠房質量難以保證的原因有很多,也很復雜。不僅存在技術不到位、技術操作違規等問題,還存在技術水平和施工人員責任等問題。上述鋼結構施工控制點是常見的問題焦點,需要施工管理、技術和具體施工人員特別重視施工管理、技術和具體施工人員,以保證鋼結構施工工作的整體質量。

鋼結構現場工程部件的焊接要求焊接表面不得有裂紋、焊接腫瘤等缺陷。表面氣孔無夾渣、弧坑裂紋、弧劃痕等缺陷。而一級焊縫一定不能有咬邊,不能焊滿,根部收縮等缺陷。網架價格應檢察數為每批同類部件抽取10%以上3件。用觀察法檢查或用放大鏡、焊縫規、鋼尺檢查。當有疑問時,使用滲透或磁粉檢測。焊接觀感應外形均勻,成型良好,焊接道與焊接道、焊接道與基本金屬之間過渡平滑,焊接渣和飛濺物基本清除。除了焊焊接外,緊緊連接工程對于鋼鐵廠也同樣重要。例如普通螺栓,扭剪高強度螺栓,高強度六角頭螺栓,鋼網框架螺栓球,高強節點螺栓,射釘,自攻釘,拉鉚釘等連接工程。普通螺栓作為持久連接螺栓時,網架價格如果設計有要求或質量有疑問,應進行螺栓實物的小拉力負荷再次檢查,每個規格檢查8個,檢查螺栓實物再次檢查報告書的持久普通螺栓緊固,露出線必須在2按鈕以上。

高強度螺栓連接的摩擦面應按規范進行防滑系數試驗和復驗。高強度螺栓連接副最終擰緊1小時至48小時后。進行終擰矩檢查,抽查10%不少于10個,外露絲扣為2—3扣,允許有10%的絲扣,有1扣或4扣。高強度螺栓連接摩擦面應保持干燥、整潔,不應有飛邊、毛刺、焊接飛濺物、焊疤、氧化鐵皮污垢等,網架價格除設計要求外摩擦面不應涂漆外。特別需要指出的是高強度螺栓應自由穿入螺栓孔,不應采用氣割擴孔。網架價格必須擴孔時擴孔數量應征得設計單位同意。擴孔后孔徑不應超過1.2d(d為螺栓直徑)。通過相應的焊接連接防止建立相應的施工方案,從而使鋼結構車間工程結構連接能夠滿足建筑質量要求,整體結構連接質量保證。

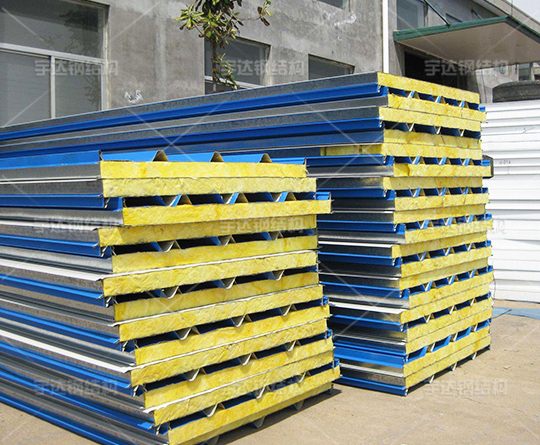
鋼結構廠房堅固件連接的質量控制,鋼結構車間扣件連接的質量控制主要強調高強度螺栓連接的質量控制。高強螺栓連接工程施工質量控制從以下幾個方面完成,鋼廠要注意高強度螺栓摩擦面的加工質量和安裝前的防護措施,防止污染和腐蝕。在安裝前對高強度螺栓的摩擦面進行了抗滑系數試驗,檢查了高強度螺栓的工廠證書和批號,定期對不同批號的高強度螺栓進行試驗。高強度螺栓的安裝要求自由穿入,不得敲打或擴大孔洞,在鋼結構現場制作時,為了控制變形,必須準備一定的輪胎模具,在部件運輸時采取切實可行的固定措施,確保尺寸穩定性。鋼構廠房安裝時,板疊接觸面應平整,接觸面的寬度必須大于75%,邊縫不能大于0.8毫米。嚴格控制和檢查高強度螺栓的安裝過程,包括操作順序、安裝方法、緊固順序、初擰和終擰,并校準擰緊螺栓的扭矩扳手。終旋結束應逐個檢查,欠旋、超旋的應補旋或更換。7、鋼結構廠房除銹及涂裝工程,鋼結構廠房除銹和噴漆是目前鋼結構廠房工程中較容易忽略的環節。鋼廠除銹分為人工除銹和機械除銹。網架價格施工人員應根據拉拔要求和除銹等級采用不同的除銹方法。鋼結構車間涂裝前應對涂裝工程進行質量控制,涂裝后的構件表面應無焊渣、油污、水、毛刺等異物,涂裝次數和厚度應符合設計要求。涂裝必須有資質,防火涂料工程必須由經消防部門認可的施工單位施工。8、彩鋼板施工質量控制,彩鋼房工程施工質量直接影響彩鋼房工程的使用效果。所以壓型彩鋼板安裝質量控制主要包括:壓型彩鋼板進場后,網架價格對外觀及合格證進行檢查,對與壓型彩鋼板施工安裝相關的鋼件的安裝精度進行校核,清除檁條安裝時的焊縫藥皮和飛濺,涂防銹涂料進行防腐處理。彩板安裝時,必須制定合理的安裝技術順序等。


