

聯系人:徐先生
手 機:13815557766
傳 真:0515-86530555
郵 箱:1047881325@qq.com
地 址:江蘇省建湖縣上岡產業園204國道西側緯三路南側
網 址: www.40244.cn

二手鋼結構廠房廠家采用不同厚度和寬度的鋼板對接時,過渡不均勻。現象、危害性:使用不同厚度和寬度的厚度和寬度不同的板對接接頭時,不注意板厚差是否在標準允許范圍內,或者不在允許范圍內,不進行平滑過渡處理,這些焊縫有可能引起應力集中和焊縫缺陷,如焊縫缺陷,如焊縫缺陷,如焊縫缺陷,如應力集中和非熔合,影響焊接質量。預防措施:超過有關規定時,焊縫應焊成坡形,坡的較大允許值為1:2.5;或者厚度的一側或兩側在焊接前加工成一個坡度,坡度的較大允許值為1:2.5。對于直接承受動載荷的結構,需進行疲勞校核,其坡度不得大于1:4。二手鋼結構廠房廠家對于不同寬度的板材,應根據工廠和現場情況采用熱切切割、機械加工或砂輪打磨等方法使板材平緩過渡,其接合處較大允許坡度值為1:2.5。
隨著低碳環保理念的深入,低能耗、高效率的新型環保材料迅速占領建材市場,鋼結構得到廣泛應用,尤其是在工業廠房中。二手鋼結構廠房廠家為了保證其有效性,鋼結構工程車間的設計需要根據實際要求優化鋼結構車間的設計,以提高鋼結構車間的安全性、穩定性、穩定性和穩定性。在此基礎上,闡述了鋼結構車間的優勢和設計特點,并對鋼結構車間的設計要點進行了探討。鋼結構廠房設計要點的分析(1)鋼結構廠房立面設計要點分析。鋼結構廠房立面設計有規模、線條、顏色、變化四個基本特征。輕鋼結構屋面采用大量的屋面照明板,不僅采光均勻,而且不破壞墻體線造型,適用美觀,目前非常適合連接廠房,也解決了通風問題。鋼結構現場立面設計主要由技術配置決定,立面要求簡潔恢復,同時簡單統一強調重點。(2)鋼結構廠房的格構柱設計分析。網格柱體是利用連接綴件將型鋼分肢拼接成統一整體的柱體形式。二手鋼結構廠房廠家在格構柱的整體界面上,無論是彎矩還是軸力都被轉化成豎向軸力,這種豎向軸力主要作用于格構柱上,由格構柱的分肢來承擔主要的力度。剪力被分散到綴條或者綴板上面,由它們來承擔。(3)鋼結構廠房頂部橫向框架設計分析。

鋼質工業廠房的設計是一項非常復雜的工作,它涉及到許多環節和內容,為提高結構設計的質量,應從防火、防腐、抗震、荷載設計以及安全經濟協調等方面不斷優化和完善,使整個工業鋼結構廠房的設計達到整體優化水平。(1)防火設計。在結構設計中,二手鋼結構廠房廠家應綜合考慮工業鋼結構廠房的主要用途和火災類型,并在此基礎上確定鋼結構廠房的消防等級,以保證按照規范和設計的基本要求進行消防設計的科學性和合理性。(2)防腐設計。在工業鋼結構車間的設計中,設計者應不斷提高自己的防腐意識和結構防腐概念,充分認識腐蝕對結構性能的負面影響,采取各種措施改進防腐設計。同時結合以往的工程案例,認真分析腐蝕問題產生的原因,較大限度的避免腐蝕問題的發生。另外,二手鋼結構廠房廠家在工程設計中,要對結構防腐蝕涂料進行科學的設計,提高其粘結性和疏水性,使氧、氧離子等與鋼結構中的金屬隔絕,從而不斷提高結構的防腐蝕性能。(3)抗震設計。鋼結構廠房抗震設計與廠方的質量及安全有著十分緊密的聯系。在設計工作中,一方面要為鋼結構車間提供足夠的活動空間,另一方面要提高結構應力,充分體現鋼結構的優點。基于水平結構和縱向結構,避免結構變形,進而提高結構的抗震性能。(4)荷載設計。負荷設計對專業性的要求很高,同時還需要據實際科學的計算方法完成數據計算,有效提高鋼結構負荷設計的準確性和科學性。(5)協調結構的安全性與經濟性。工廠化鋼結構廠房的結構設計,一方面要充分保證結構的安全性,另一方面要不斷提高其安全性。鋼結構現場內部裝飾比較簡單,施工方法的合理性、操作的便利性、結構配置的科學性對鋼結構現場的經濟性起著決定性的作用。

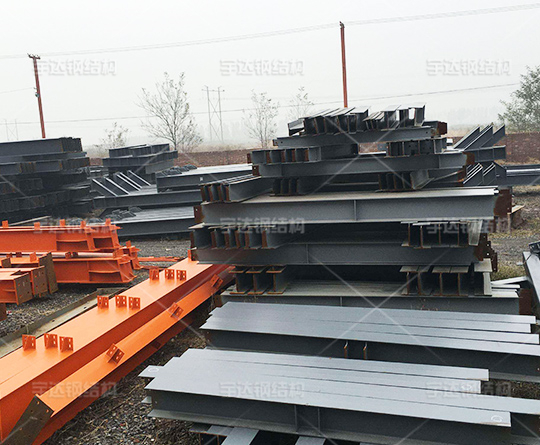
鋼質廠房具有造型美觀、色彩明目、建筑形體多樣、造價低、施工周期短、鋼構件生產工廠化、安裝施工方便、平面布置靈活等優點,同時,鋼質廠房重量輕,材料均勻,便于設計計算,可循環使用,越來越多地被現代工業廠房所采用。在鋼結構廠房工程中,焊接是一種比較常用的連接方式,框架結構可分為焊接和不焊接兩大部分,因此鋼結構廠房工程中二手鋼結構廠房廠家也可根據這兩方面的連接質量進行相應的施工方案,使鋼結構廠房工程的連接質量達到標準和要求。鋼結構現場工程應選擇專業焊接工人,部件焊接前使用的焊條、焊劑、藥芯焊絲、熔嘴應按產品說明書和焊接工藝文件規定烘烤保管。二手鋼結構廠房廠家使用的鋼材、焊接材料、焊接方法和焊后熱處理,應當根據評定報告進行評定。對設計要求全焊透的一個或兩個焊縫進行超聲波探傷,以進行內部缺陷檢查。超聲波探傷無法判斷缺陷時,應采用射線探傷檢查。

在鋼結構現場加工制作過程中,焊接變形的影響因素很多,如環境條件、施工材料、各種人為因素(焊工技能)等,鋼結構現場發生變形問題時,會嚴重影響工程項目整體的施工質量,甚至會產生更嚴重的結果。本文分析了鋼結構廠房焊接變形的主要原因,并提出了相應的預防措施和解決辦法。二手鋼結構廠房廠家在焊接接頭間隙中塞焊條頭或鐵塊,現象、危害性:鋼結構現場焊接時,焊條頭和鐵塊難以與焊接部件一體化,因此會產生未熔接、未熔接等焊接缺陷,降低連接強度。如果用生銹的電極頭或鐵塊填充,很難保證與基材的一致性;如果焊條頭和鐵塊上有油污和雜質,焊縫就會有氣孔、夾渣、裂紋等缺陷。這些情況大大降低了接頭的焊接質量,達不到設計和規范對焊接質量的要求。預防措施:工件組裝間隙大,但未超過規定允許使用范圍,組裝間隙超過薄板厚度的2倍或超過20mm時,二手鋼結構廠房廠家用堆積焊接方法填平凹陷部分,減少組裝間隙。嚴禁在接頭間隙內使用填充電極頭或鐵塊的方法進行補焊。在標注零件時,應注意保持切削后的足夠切削和焊接收縮,控制零件尺寸,不要增加間隙,以保證整體尺寸。

多層鋼結構廠房的組成有以下幾種主要體系:(一)剛架結構,由于梁和柱構成多層跨剛架承受水平負荷,該結構在水平負荷作用下具有懸臂梁的整體側向位移和層間剪力引起的位移,變形較大。它的適用范圍不超過20-30層。梁和柱之間應作成剛性連接。層數不超過10-15時,二手鋼結構廠房廠家也可考慮用半剛性連接。(二)帶撐結構,兩根立柱之間設置斜撐,形成垂直懸臂桁架,比剛架結構承受水平荷載的能力更高。該結構適用于20-45層,梁柱可變為柔性連接、半剛性連接或剛性連接。(三)筒式結構,60層以上的鋼結構車間采用圓筒結構更經濟,建筑四面均構成框架,成為剛度較大的空間桁架體系。這種結構已經有效地用于110層的高聳房屋。筒式結構也可以不設置斜撐,在周圍四個面上密集排列柱子,形成空間剛架式筒體。它可以用到80層高度。筒式結構內部也可以使用電梯井作為內筒,與外簡一起承受水平力,中間的其他柱子只承受垂直負荷。(四)懸掛結構,該系統利用房屋中心內筒承受全部重力和水平負荷,內筒采用鋼筋混凝土或鋼筋混凝土組合結構,二手鋼結構廠房廠家采用滑動模具施工。筒頂有懸伸的桁架,樓板都用高強鋼材的拉桿掛在析架上。完成后的內筒可用于提升鋼結構,整個工程周期較短。通過以上對房屋鋼結構組成的簡單分析,我們可以看到,結構必須形成整個空間,能夠有效經濟地承受載荷,強度、穩定性和剛性高。如果主承重構件本身形成了一個空間整體,不需要額外的支撐,就可以實現一個非常有效的組合方案。結構方案的適宜性也與施工和材料供應條件密切相關。在實際工程中,應結合具體情況靈活運用上述基本類型。


