

聯(lián)系人:徐先生
手 機:13815557766
傳 真:0515-86530555
郵 箱:1047881325@qq.com
地 址:江蘇省建湖縣上岡產(chǎn)業(yè)園204國道西側(cè)緯三路南側(cè)
網(wǎng) 址: www.40244.cn

1.如果有天溝的話,系桿不能設計在緊貼柱頂?shù)牟糠帧7駝t,落水管可能無法安裝。此外,排水溝落水管、系桿和柱間支撐的位置必須考慮好,否則會遇到系桿或柱間支撐。2.水平支撐上花籃螺栓位置布局合理,不要偏離主梁,應考慮安裝方便。否則,鋼結(jié)構(gòu)廠房施工加工工人在安裝時必須出身擰緊籃子螺栓,或者用爬梯子,或者在正房安裝結(jié)束后爬。主房擰緊籃子螺栓非常不安全。此外還應考慮下隅撐的布置位置,不要在布置水平支撐時與隅撐發(fā)生碰撞。3.不要單方面考慮檁條撐孔上的“拉邊、壓邊”等因素,不要沖上下邊距不等的孔,因為鋼結(jié)構(gòu)廠房施工加工安裝時很容易倒過來安裝,但結(jié)果是不利的。4.門窗等角板不能一概而論。因為在施工中不能保證板材在壓板的波峰還是波谷。5.做大型工程時,圖號深化必須考慮到生產(chǎn)、運輸、安裝的方便程度。6.一定要理解甲方提供的“負荷等數(shù)據(jù)”的真實含義,因為甲方往往不理解這些太專業(yè)的東西。我們應該換位思考。前期工作做好了,后續(xù)工作就好開展多了。7.高強度螺栓位置合理,考慮扭矩扳手的施工空間,安裝時空間過小,扭矩扳手不能位置等,高強度螺栓梅花頭不能擰或高強度螺栓不能擰。曾經(jīng)碰到過有的設計連套筒的位置都不給。8.高強度螺栓連接板,如有可能,盡可能采用上下對稱螺栓布置方法。曾經(jīng)有中接點以上4個以下6個,現(xiàn)場工人的組裝不小心逆轉(zhuǎn)了一部分,在現(xiàn)場很抱歉。9.輕鋼結(jié)構(gòu)如有維護磚墻,必須事先與建設部門和土建工程部門對接。因為這涉及到土建和鋼結(jié)構(gòu)兩個問題,土建磚墻很可能不直,彩鋼板的泛水是不可能的。能夠做到忽大忽小,結(jié)果就是彩鋼板與磚墻之間的縫隙忽大忽小,彩鋼板與磚墻之間的泛水處理時很難做好,讓施工單位有備而來。10.地腳螺栓一般都是土建單位埋,鋼結(jié)構(gòu)廠家出圖,他們有時能把地腳螺栓的位置轉(zhuǎn)了90度,等復查時,已經(jīng)來不及了;還有尺寸偏差給你來個偏移50~100mm也不希奇。11.防風柱與鋼梁的連接盡量用彈簧板連接,中間跨梁安裝后,下劃較大,山墻梁用螺栓與防風柱連接,屋頂不均勻。12.屋面檁條布置圖和鋼梁詳圖應仔細核對,常常發(fā)現(xiàn)屋面檁條布置圖與鋼梁詳圖中檁條數(shù)不一致。13.節(jié)點板沒有強肋,設計者也沒有設計,后續(xù)焊接時節(jié)點板變形。

6、板頂?shù)姆植冀钍潜仨殱M足GB50010規(guī)定的。7、順肋方向在梁座上,是連續(xù)的還是鉸接的,與壓型鋼板無關,而與負彎矩鋼筋有關,壓型鋼板受壓力可忽略不計。垂直肋方向一般認為是鉸接,但應配置抗裂構(gòu)造筋。8、組合地板不要求根據(jù)組合梁設計螺栓,但必須有一定的結(jié)構(gòu)螺栓,以確保板和梁的整體性。9、如果設計組合梁,次梁一般按組合梁計算,而主梁(框架梁)不宜按組合梁計算,因為框架梁承受反復荷載,組合梁沒有抗震試驗報告——這是規(guī)范忽略的。GB50017與GB50010不同,GB50017沒有抗震內(nèi)容。鋼結(jié)構(gòu)廠房施工加工在使用荷載條件下,主梁的下?lián)隙瓤砂唇M合梁進行驗算(滿足組合梁的要求)。目前,鋼結(jié)構(gòu)現(xiàn)場工程無一例外采用鋼珠絲杠傳動。鋼結(jié)構(gòu)廠房工程的加固沖突在很大水平上起源于進給傳動鏈的沖突。除非縮小傳動牙輪和鋼珠絲杠的加工誤差之外,另一度主要措施是采納無間隙傳動副。對于鋼珠絲杠螺距的累積誤差,鋼結(jié)構(gòu)廠房施工加工一般采納脈沖彌補設備停止螺距彌補。為了進一步縮小鋼結(jié)構(gòu)廠房工程的壽數(shù)和抗沖突性,在設計時應充足思忖鋼結(jié)構(gòu)配構(gòu)零元件的耐磨性,特別是工程路軌、進給伺港機主光軸元件等反應速度的重要整機的耐磨性。在運用過程中,應保證鋼結(jié)構(gòu)廠房工程各部件光滑優(yōu)良。
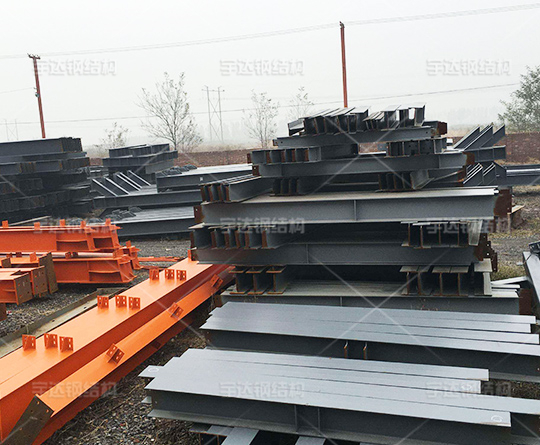
鋼結(jié)構(gòu)工程的制作工藝流程有哪些?鋼結(jié)構(gòu)的制造過程主要包括以下六個方面:下料、組裝、焊接、校準、涂裝和包裝。以下宇達鋼結(jié)構(gòu)公司介紹了鋼結(jié)構(gòu)生產(chǎn)工藝流程。下料工序是將鋼板或型材加工成要求的部件。下料工序主要分為鋼板下料、型材下料和馀料三種。下料是找90度角,畫出切削范圍,進行鉆孔或斜坡加工。型鋼下料主要用彎尺、座尺找90度,然后畫切線,鉆孔或切坡加工。馀料的接收材料一般是板材的接收材料和型材的接收材料。組對工序是根據(jù)圖紙的要求將下一個好的部件組成必要的部件。組對工序主要分為部件組對和部件組對。零件組有h型鋼組對、牛腿組對、注腳組對等。有柱系統(tǒng)、吊車梁系統(tǒng)、吊車梁系統(tǒng)、屋面系統(tǒng)、屋面系統(tǒng)、墻體系統(tǒng)。焊接工序是將零件用金屬融合連接成一個零件或構(gòu)件。主要焊接方法是交流手柄焊接、直流手柄焊接、埋弧焊接、氣體保護焊接、爐渣焊接和碳弧焊接。修正過程是鋼結(jié)構(gòu)制造過程中的一個重要組成部分,鋼結(jié)構(gòu)廠房施工加工為了修正零件的變形,滿足既定要求。一般校正的方法有機械校正和火焰校正兩種。涂裝工序是在零件基地處理后涂裝零件和涂料,在鋼結(jié)構(gòu)制作過程中保護鋼結(jié)構(gòu)。該工序中藥注意控制涂裝溫度和濕度,控制涂膜厚度。包裝工序是鋼結(jié)構(gòu)制造工藝的后一步,用相應的材料包裝固定部件,在部件上標明部件名稱的箱號等。鋼結(jié)構(gòu)制作過程中也有需要注意的事項,鋼結(jié)構(gòu)制作過程中要注意鋼材的貯藏,鋼材可以露天堆積,鋼結(jié)構(gòu)廠房施工加工也可以把腳放在有天花板的倉庫里,露天堆積時要注意鋼材有利于排水。

鋼結(jié)構(gòu)施工的過程控制及管理,3.1施工放線是整個施工的基礎,鋼結(jié)構(gòu)廠房施工加工在這個階段檢查建筑物的定位軸線、基礎軸線和標高、地腳螺栓的位置等,在定位剛性框架時,為了避免剛性框架的柱腳與螺栓的碰撞,減少剛性框架柱底面的變形,減少與基礎混凝土的接觸面和螺栓的彎曲變形,使螺栓變直后給螺栓帶來的強度損失。還要再次進行基礎檢測并辦理交接驗收。3.2鋼結(jié)構(gòu)廠房施工加工在基礎混凝土中埋入螺栓時,要仔細檢查螺栓的大小、長度、高度和位置,預先用黃油和塑料薄膜包裹螺栓的絲口部分,以免混凝土澆筑時污染螺栓的絲口,澆筑后立即清掃埋入螺栓和絲口的殘留混凝土。3.3鋼結(jié)構(gòu)的加工制造是整個施工過程的中心環(huán)節(jié),它直接決定鋼結(jié)構(gòu)最終的適用性和結(jié)構(gòu)性能,所以從材料檢查到后期的鋼質(zhì)涂刷都要嚴格把關。3.4安裝。3.5鋼結(jié)構(gòu)油漆。鋼結(jié)構(gòu)廠房質(zhì)量難以保證的原因有很多,也很復雜。不僅存在技術(shù)不到位、技術(shù)操作違規(guī)等問題,還存在技術(shù)水平和施工人員責任等問題。上述鋼結(jié)構(gòu)施工控制點是常見的問題焦點,需要施工管理、技術(shù)和具體施工人員特別重視施工管理、技術(shù)和具體施工人員,以保證鋼結(jié)構(gòu)施工工作的整體質(zhì)量。


